|
|
Datos del producto:
|
| Sistema adecuado: | Recubrimiento de electrodos de ánodo y cátodo de batería LFP, LCO, LMO y otros sistemas | Espesor del sustrato en ejecución: | Lámina de aluminio (Al): 11~30um / Lámina de cobre (Cu): 8~30um |
|---|---|---|---|
| Ancho del rodillo de recubrimiento: | 360mm | Ancho de recubrimiento efectivo: | ≤ 300 mm |
| Velocidad de operación mecánica del equipo: | 3m/min | Velocidad de recubrimiento del equipo: | 0,3 m/min |
| Adecuado para viscosidad de lodos: | 2000~12000 Cps | Rango de espesor seco de revestimiento de una cara: | 50-150 μm |
| Duración mínima del intervalo: | 5m m | Longitud mínima de revestimiento de varias secciones: | 20 mm |
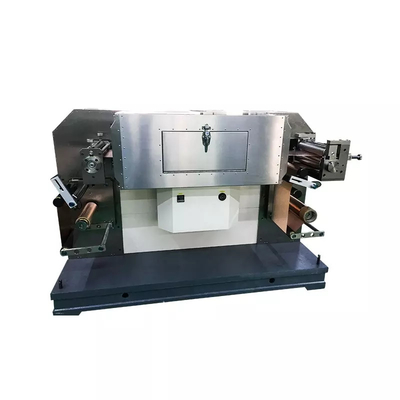
máquina principal de la asamblea del baattery de la ión de litio de la máquina de capa del rollo de 360 comas
![]()
Ⅰ. Introducción:
La máquina de pintar experimental intermitente es un equipo de la capa de transferencia del tres-rollo, que se puede utilizar para la capa continua e intermitente, y es conveniente de aplicarse a los diversos substratos para los procesos de capa superficiales. Utilizado especialmente en la industria de la batería de ión de litio. El equipo se diseña para ser conveniente para que a los investigadores utilicen, y cumplan los requisitos de cubrir la precisión y la consistencia, que es no diferente de la producción, y tiene un efecto de sequía excelente. Es ideal para la investigación y desarrollo y los pequeños ensayos de baterías de ión de litio, de condensadores estupendos, de baterías del níquel y de otras baterías secundarias.
Ⅱ. Características:
Ⅲ. Parámetros técnicos del equipo y configuración de equipo principal
(1) configuración de equipo principal:
| No. | Nombre |
| 1. | Interruptor del aire |
| 2. | PLC |
| 3. | Pantalla táctil |
| 4. | Retransmisión intermedia |
| 5. | Motor servo |
| 6. | Reductor planetario |
| 7. | Triturador |
| 8. | Contactor de la CA |
| 9. | Retransmisión de estado sólido |
| 10. | Termóstato |
| 11. | Corrección completamente automática |
| 12. | Tensión completamente automática |
| 13. | Motor material principal de la descarga (recepción) |
| 14. | Ojo óptico de fibra óptica |
| 15. | Rodamiento de bolitas profundo del surco (parte frontal de la máquina) |
| 16. | Rollo de capa |
| 17. | Rollo trasero |
| 18. | Cuchilla del raspador |
| 19. | Rodillo de guía |
| 20. | Convertidor de frecuencia |
| 21. | Fan |
| No. | Artículo | Especificación | Observaciones |
| 1. | Sistema conveniente | El LFP, el LCO, el LMO y el otro cátodo de la batería del sistema y proceso de la capa del electrodo del ánodo | |
| 2. | Grueso de funcionamiento del substrato |
Papel de aluminio (Al): 11~30um Hoja de cobre (Cu): 8~30um |
|
| 3. | Anchura de capa del rodillo | 360 milímetros | |
| 4. | Anchura de capa eficaz | ≤ 300m m | |
| 5. | Velocidad de funcionamiento mecánica del equipo | 3m/min | |
| 6. | Velocidad de la capa del equipo | 0.3m/min | Dependiendo de la situación de sequía |
| 7. | Conveniente para la viscosidad de la mezcla | 2000~12000 Cps | |
| 8. | Gama seca del grueso de la capa de un sólo lado | los 50-150μm | |
| 9. | Longitud mínima del intervalo | 5m m | |
| 10. | Longitud de capa mínima de muchas secciones | 20m m | |
| 11. | Características solventes | NMP solvente aceitoso (s.g=1.033, b.p=204℃) | |
| H2O/NMP solvente acuoso (s.g=1.000, b.p=100℃) | |||
| 12. | Conveniente para el contenido sólido | Ánodo S.C. el 60%±5% | |
|
Cátodo S.C. el 50%±5% (sistema de PVDF) S.C. el 50%±5% (sistema de SBR) |
|||
| 13. | Proporción |
Ánodo 1.5-2.59/cm2 Cátodo 1~1.89/cm2 |
|
| 14. | Método de capa | Capa continua/capa intermitente/capa del seguimiento | |
| 15. | Dirección de funcionamiento del substrato | Capa delantera, substrato adelante e invertir la operación vacía de la hoja |
(3) introducción a la estructura de cada parte:
1. Integral que desenrolla, mecanismo principal:
| No. | Artículos | Especificación | Observaciones |
|
|
Estructura de la instalación del rodillo | el voladizo está instalado firmemente | |
|
|
Tratamiento de superficie del rodillo | Oxidación superficial de rodillo de aluminio del metal, agotamiento ≤30um del círculo | |
|
|
Sistema de control de la tensión | Tensión constante del control automático del lazo cerrado, gama 0~50N de la tensión | |
|
|
Método de corrección | Control automático del EPC, movimiento 50m m | |
|
|
Método material rodante | El rollo material se fija con un eje de aire de 3 pulgadas | |
| Solo eje inflable el desenrollar | |||
|
|
Dirección del movimiento del substrato | Delantero y reverso (rebobinado) | |
|
|
Velocidad de funcionamiento del substrato | 2m/min | |
|
|
Diámetro máximo el desenrollar | Ф250mm | |
|
|
Fuerza de sustentación máxima del eje inflable | 80Kg | |
|
|
Número de desenrollar los ejes inflables | 1 pedazo | |
| 11 | Motor de la impulsión principal | Motor servo | |
| 12 | Tratamiento de superficie del rodillo |
Rodillo importado de EPDM, agotamiento ≤30um del círculo |
Anchura 360m m |
| 13 | Estructura del raspador | Raspador de doble cara de la coma | |
| 14 | Rodillo de capa (rodillo de acero) | El cromo duro plateó en la superficie | |
| 15 | Detrás rodillo (rodillo de goma) | EPDM importado en la superficie | |
| 16 | Ajuste de altura intermitente del raspador | Ajuste manual | |
| 17 | El panel de la operación | Pantalla táctil y botón (actúe según el interfaz de la función) |
2.Oven
| No. | Artículos | Especificación | Observaciones |
|
|
Estructura del horno | Calefacción independiente de una sola capa | |
|
|
Longitud del horno | 1 metro/sección | |
|
|
Material | SUS304 trazador de líneas interno 1.0m m, SUS201 trazador de líneas externo 2.0m m | |
|
|
Modo de transmisión del rodillo de guía del horno | Impulsión pasiva del rodillo | |
|
|
Control de la temperatura | Se divide en control de la protección del control de la temperatura de trabajo normal y de la supervisión de sobrecalentamiento. Cuando es de sobrecalentamiento, cortará la fuente de alimentación de calefacción principal. | |
|
|
Método de calefacción | Calefacción eléctrica, estructura de la circulación del aire caliente | |
|
|
Poder de calefacción del solo horno de la sección | 5KW | |
|
|
Temperatura en el túnel de secado | Diseño Max150℃, diferencia de la temperatura en el solo horno ≤5℃ | |
|
|
Temperatura superficial del gabinete durante la operación | ≤45℃ | |
|
|
Método que sopla | Soplo hacia arriba | |
|
|
control de volumen de aire de extractor | Control independiente a través de las válvulas mecánicas | |
|
|
Estructura de la boca | La ranura de la boca se ranura con un molde especial | |
|
|
Control de la fan | Control del contactor | |
|
|
Control de calefacción | retransmisión de estado sólido | |
|
|
Material de la fan | Hierro |
mecanismo 3.Winding: la función es lo mismo que la de desenrollar, con las adiciones siguientes
| No. | Artículos | Especificación | Observaciones |
|
|
Tensión | Un sistema del rodillo de la tracción está instalado en el frente y la parte posterior, cerró la tensión constante del control automático del lazo, gama 0~50N de la tensión | |
|
|
Estructura de la instalación | El tablero pulido está instalado firmemente | |
|
|
Número de rebobinar los ejes inflables | 1 pedazo | El rebobinar voladizo |
| No. | Artículos | Especificación | Observaciones |
| 1 | Sistema de control principal | Pantalla táctil, PLC, sistema servo | |
| 2 | Modo de operación | Manual, automático, parada de emergencia; la máquina entera se puede actuar antes y después | |
| 3 | Cubriendo, longitud intermitente que fija la gama |
Longitud de capa 20.0~3200.0m m Longitud intermitente 5.0~3200.0m m |
|
| 4 | Situación de la alarma | Cuando el dispositivo falla, la pantalla táctil exhibirá la pantalla correspondiente de la corrección | |
| 5 | Función de cuenta | Cantidad/longitud de la producción | |
| 6 | Método del ajuste del grueso de cabeza y de la cola | La realización del rodillo de acero del control de programa y del ratio de goma de la velocidad del rodillo |
peso del tamaño L1800*W1100*H1250mm aproximadamente: 1.2T
(4) exactitud del equipo:
| No. | Artículos | Especificación | Observaciones |
|
|
Raspador | Agotamiento redondo ≤1.5um, Ra0.4 rectitud ≤1.5um | |
|
|
Rodillo de capa (rodillo de acero) | Agotamiento redondo ≤1.5um, Ra0.4 rectitud ≤1.5um | |
|
|
rollo de goma | Agotamiento ≤30um, rectitud ≤10um | |
|
|
Desviación de la corrección | ±0.2mm |
3. Método de la medida
Área de A. Measurement: 3m m del borde, 6m m del extremo, y 10m m desde el principio.
Tamaño Φ35mm de B. Measuring o según los requisitos de proceso del comprador
![]()
![]()
![]()
Persona de Contacto: Ekain Zhang
Teléfono: +8618669965529
Fax: 86-0539-8067529