|
Datos del producto:
|
| Garantía: | 1 año | Servicio post-venta proporcionado: | Instalación del campo, encargando y entrenando, ayuda de tercera persona de ultramar disponible |
|---|---|---|---|
| Voltaje: | 220V/380V, modificado para requisitos particulares | Condición: | Nuevo |
| Material: | Acero inoxidable | Uso: | Fabricación del electrodo |
| Campos del uso: | batería de ión de litio | ||
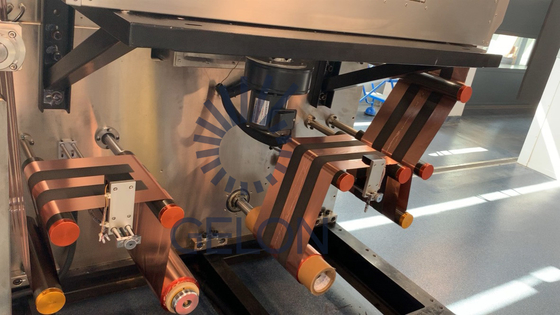
| Resaltar: | Equipo de producción de la batería de la fabricación del electrodo,La ranura de acero inoxidable muere máquina de pintar,Capa del equipo de producción de la batería 300m m |
||
![]()
Parámetros de I. Equipment
| Grueso de la materia prima | Papel de aluminio: 0.010-0.030m m, hoja de cobre: 0.006~0.030m m |
| Anchura de la materia prima | Papel de aluminio: 100-320m m, hoja de cobre: 100-320m m |
| El grueso máximo de la capa mojada | 8-400um (la viscosidad de la mezcla se permita) |
| La anchura de capa máxima | 300m m, la anchura de capa máxima del rollo: 360m m |
| La velocidad de cinta mecánica | 0.5-7m/min |
| La velocidad de capa | 0.1-1.0m/min |
| Longitud de la estufa | horno seco de 1 porción * el 1.2m/part=1.2m |
II. especificación del equipo
1 . Método de capa: La ranura muere distancia intermitente de la capa de la capa: 5-8000 mm±1 milímetro (ajustables según especificaciones de la batería)
2. Precisión de capa:
grueso seco 2,1 de la tolerancia de la exactitud:: cátodo del solo-lado: ±2.5um, ánodo: ±2.5um (la medida seccionada transversalmente 4-5 puntos, espaciamiento de la medida de la sección vertical es 100m m)
2,2 capa la tolerancia positiva y negativa de la alineación: <>
2,3 la tolerancia media de la longitud: ≤±1.0mm
2,4 la tolerancia media de la anchura: ≤±1.0mm comentó: Los primeros y segundos indicadores arriba deben tener el mejor efecto cuando el partido de las condiciones de la mezcla (viscosidad, tamaño de partícula, uniformidad, etc.) los ajustes de los parámetros del equipo
3. Diámetro interno de la batería: 3 pulgadas, adoptan el rodillo de la extensión del aire
4. Control de tensión: Control flotante revestido del PID de la tensión del rodillo
5. Exactitud de control de la corrección de la desviación: ±0.01mm, exactitud de la desviación: ±1mm
6. El operador actúa el mecanismo de capa desde el frente
7. Tipo seco: Sequedad del aire de A.Hot, circulación del aire caliente (aire superior de la fuente); o aire superior y más bajo B.Heating de la fuente: kilovatio eléctrico C.Heater de la calefacción 5,0 KW*1 part=5.0
8. Longitud del horno: el 1part*1.2m/part=1.2m
9. Material del horno: Acero inoxidable
10. Temperatura del horno: El ℃ de la temperatura ambiente ~150, ajustable, exactitud del control de la temperatura < ±5 proceso tecnológico del ℃ III. el substrato del electrodo colocado en el dispositivo el desenrollar se rectifica automáticamente y después incorpora el sistema de la tensión del brazo oscilante. Después de ajustar la tensión el desenrollar, incorpora la cabeza de capa, y la mezcla del electrodo está cubierta según el programa de determinación del sistema de capa. El electrodo mojado revestido entra en el horno que se secará por el aire caliente. Después de secar, la tensión del electrodo es ajustada por el sistema de la tensión, mientras que la velocidad del viento se controla para sincronizarlo con la velocidad de capa. El electrodo es corregido automáticamente por el sistema de la corrección para guardarlo en el centro coloca, y el dispositivo de enrrollamiento se utiliza para enrollar.
Persona de Contacto: Ekain Zhang
Teléfono: +8618669965529
Fax: 86-0539-8067529